阿里巴巴
阿里巴巴 淘寶
淘寶 返回
返回
- 關于塑料螺絲 ,你真的了解嗎 2023-07-14
- 緊固件基礎知識FAQ(四)| 你一定要了解的8個緊固件基本常識 2023-07-03
- 法士威2023年第二季度工作總結Party圓滿落下帷幕 2023-07-01
- 法士威2023第一季度工作總結 part,圓滿收官 2023-04-02
文章出處:螺絲百科 網責任編輯: 法士威精密零件 閱讀量: 發表時間:2025-10-29
本標準詳細規定了鋼絲螺套的選用標準及鉆孔標準,適用于普通型且帶有折斷槽類的鋼絲螺套。對于其他廠家的鋼絲螺套,亦可參照此標準進行選用和鉆孔操作。
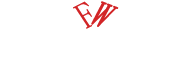
鋼絲螺套,一種由高強度、高精度且具有菱形截面的不銹鋼絲精密纏繞而成的螺紋連接件,其形狀類似密圈彈簧。這種連接件常被用于增強鋁或其他低強度材料的機體螺孔的堅固度,或者修復因加工不當或使用過程中受損的螺紋孔。通過將鋼絲螺套旋入特定尺寸的螺孔內,其菱形截面的外角與機體螺孔緊密貼合,同時,菱形截面的內角會形成一個全新的標準內螺紋。之后,只需將一個標準螺釘擰入這一內螺紋中,即可完成一個帶有鋼絲螺套的螺紋連接。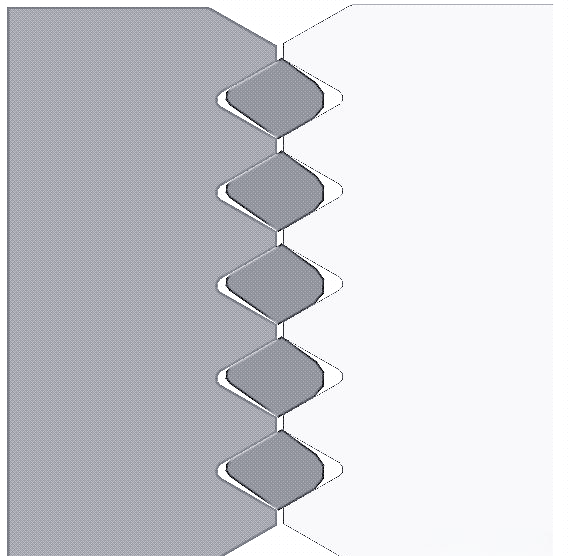
鋼絲螺套有多種類型,包括普通型鋼絲螺套(有或無折斷槽)、普通型盲孔用鋼絲螺套、鎖緊型鋼絲螺套(有或無折斷槽)以及鎖緊盲孔型鋼絲螺套。此外,鋼絲螺套還涉及到國家標準、軍用標準和航空標準等多個方面。在公司的實際選用中,通常傾向于采用普通型有折斷槽類的鋼絲螺套,并執行軍用標準《普通型有折斷槽鋼絲螺套》(GJB119.1A-2001)。
在選用鋼絲螺套時,需要考慮其尺寸,這包括螺紋直徑(D)、螺距(P)和自由狀態圈數(N)。這些尺寸參數與選定的螺釘規格密切相關。特別是自由狀態圈數,它需要根據機體螺紋深度來選擇。通常,公司的螺紋深度設定為螺紋直徑的2倍。例如,對于M6的螺紋,我們通常會選用安裝后長度L約為12的鋼絲螺套。當N=10K時,L約為11.9,因此我們可以選擇N=10K的鋼絲螺套。具體的選用參數可以參考附錄中的“鋼絲螺套長度選用參數表”。
在安裝鋼絲螺套之前,首要步驟是選定合適的鉆孔直徑。這一選擇應遵循的原則是,確保攻絲后的螺孔螺紋內徑滿足相應的標準規定。通常,我們推薦使用以下公式來確定鉆頭直徑:D鉆頭 = d + (0.2-0.3)p,其中d代表標準外螺紋的螺紋外徑,p為螺距。對于盲孔情況,孔深的選擇則需考慮鋼絲螺套的旋入螺釘長度L0以及螺距P,即孔深 = L0 + 6P。其中,L0可參考附錄中的“鋼絲螺套長度選用參數表”來選取。
由于鋼絲螺套的內螺紋規格是專用的,因此必須使用專為這一目的設計的絲錐。這些絲錐通常由鋼絲螺套的生產廠家配套提供。
在將鋼絲螺套旋入螺孔之前,為了確保其形成的螺紋精度滿足要求,特別是在生產關鍵產品時,我們必須對螺孔的尺寸精度進行嚴格檢查。這一步驟需要借助專為鋼絲螺套內螺紋設計的螺紋塞規來進行,以確保螺孔的合格性。
通常,為了便于螺釘的擰入,螺孔的端頭會進行倒角處理,以去除螺紋半扣。然而,對于安裝鋼絲螺套的螺孔,通常無需額外倒角,只需去除扣頭毛刺即可。若確實需要倒角,建議制成120°倒角至螺紋外徑,避免制作90°錐形孔或過大倒角,以確保鋼絲螺套能夠順暢旋入。
在設計和制造過程中,我們總結了一些常用的鋼絲螺套規格。特別是對于粗牙螺釘,我們推薦選用的鋼絲螺套安裝長度為其對應螺釘直徑的2倍,這樣能確保螺釘的旋入深度控制在1.5至2倍螺釘直徑的范圍內。同時,關于鉆孔的規格,我們也提供了相應的參考。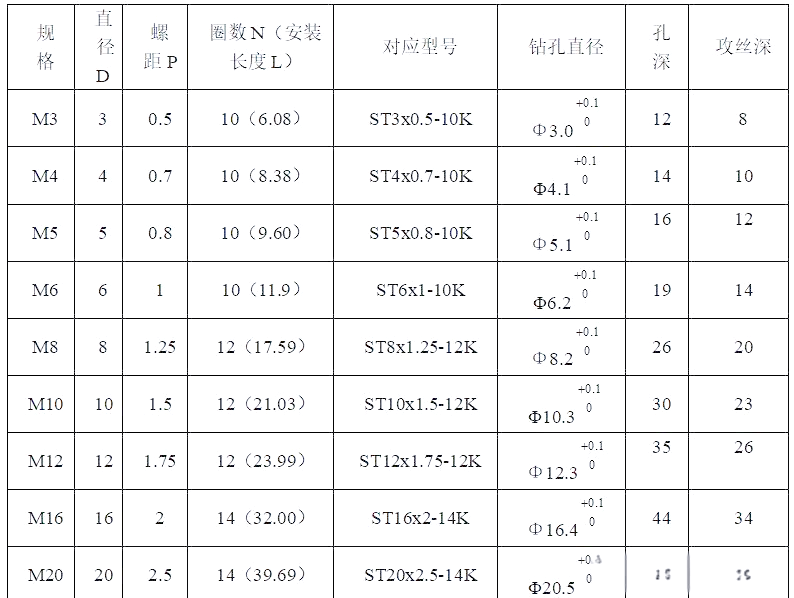
即:
M3:選D=3,P=0.5,N=10(安裝后長度L=6.08),對應型號為ST3x0.5-10K,鉆孔直徑Φ3.0,鉆深12,攻絲深8
M4:選D=4,P=0.7,N=10(安裝后長度L=8.38),對應型號為ST4x0.7-10K,鉆孔直徑Φ4.1,鉆深14,攻絲深10
M5:選D=5,P=0.8,N=10(安裝后長度L=9.60),對應型號為ST5x0.8-10K,鉆孔直徑Φ5.1,鉆深16,攻絲深12
M6:選D=6,P=1,N=10(安裝后長度L=11.9),對應型號為ST6x1-10K,鉆孔直徑Φ6.2,鉆深19,攻絲深14
M8:選D=8,P=1.25,N=12(安裝后長度L=17.59),對應型號為ST8x1.25-12K,鉆孔直徑Φ8.2,鉆深26,攻絲深20
M10:選D=10,P=1.5,N=12(安裝后長度L=21.03),對應型號為ST10x1.5-12K,鉆孔直徑Φ10.3,鉆深30,攻絲深23
M12:選D=12,P=1.75,N=12(安裝后長度L=23.99),對應型號為ST12x1.75-12K,鉆孔直徑Φ12.3,鉆深35,攻絲深26
M16:選D=16,P=2,N=14(安裝后長度L=32.00),對應型號為ST16x2-14K,鉆孔直徑Φ16.4,鉆深44,攻絲深34
M20:選D=20,P=2.5,N=14(安裝后長度L=39.69),對應型號為ST20x2.5-14K,鉆孔直徑Φ20.5,鉆深54,攻絲深42
此外,對于需要打盲孔的板來說,板的厚度(L)必須大于鉆孔深度(A)加上鉆頭端部的長度(B),以確保鋼絲螺套能夠正確安裝并發揮其功能。這一要求在設計和制造過程中必須予以充分考慮。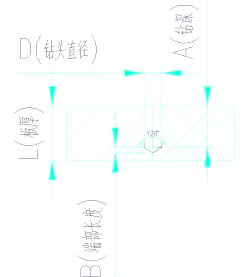
具體計算公式為:
L≥A+B+(34);
其中B=D(鉆頭直徑)/2
加上34mm是由于鉆床加工深度時常會有一定的誤差,再加上需下鋼絲螺套的板強度較低,為了保證盲孔能夠不透,故加上此余量。
例如:若板上需下M6的鋼絲螺套,其鉆孔深度A可由上表查出為19,而D(鉆頭直徑)即為鉆孔直徑。通過計算,我們得出L≥19+6.2/2+(34)=23.824.8,這意味著板厚必須至少為24mm才能確保不透孔。
對于打通孔的板,由于鋼絲螺套專用工具的設計,使得無需專用工具即可輕松旋出,從而消除了脫落的風險。因此,板的厚度僅需稍大于鋼絲螺套的安裝長度2~3mm即可。
當板的厚度無法滿足上述要求時,可以參考以下表格中的規格進行選擇。該表格中的鋼絲螺套安裝長度為對應螺釘直徑的1.5倍,可供您在實際操作中參考: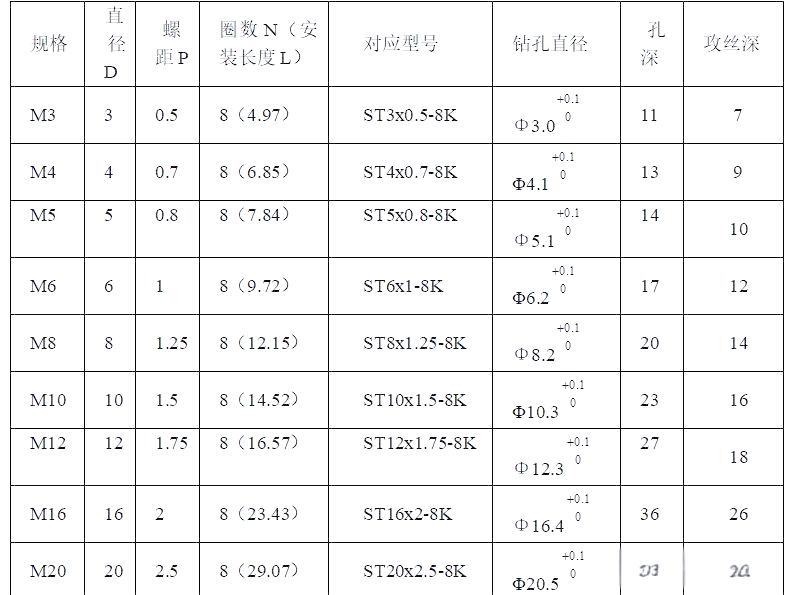
即:
M3:選D=3,P=0.5,N=8(安裝后長度L=4.97),對應型號為ST3x0.5-8K,鉆孔直徑為Φ3.0,鉆深11,攻絲深7。
M4:選D=4,P=0.7,N=8(安裝后長度L=6.85),對應型號為ST4x0.7-8K,鉆孔直徑為Φ4.1,鉆深13,攻絲深9。
M5:選D=5,P=0.8,N=8(安裝后長度L=7.84),對應型號為ST5x0.8-8K,鉆孔直徑為Φ5.1,鉆深14,攻絲深10。
M6:選D=6,P=1,N=8(安裝后長度L=9.72),對應型號為ST6x1-8K,鉆孔直徑為Φ6.2,鉆深17,攻絲深12。
M8:選D=8,P=1.25,N=8(安裝后長度L=12.15),對應型號為ST8x1.25-8K,鉆孔直徑為Φ8.2,鉆深20,攻絲深14。
M10:選D=10,P=1.5,N=8(安裝后長度L=14.52),對應型號為ST10x1.5-8K,鉆孔直徑為Φ10.3,鉆深23,攻絲深16。
M12:選D=12,P=1.75,N=8(安裝后長度L=16.57),對應型號為ST12x1.75-8K,鉆孔直徑為Φ12.3,鉆深27,攻絲深18。
M16:選D=16,P=2,N=8(安裝后長度L=19.14),對應型號為ST16x2-8K,鉆孔直徑為Φ16.4,鉆深36,攻絲深26。
M20:選D=20,P=2.5,N=8(安裝后長度L=23.75),對應型號為ST20x2.5-8K,鉆孔直徑為Φ20.5,鉆深43,攻絲深31。
請注意:上述表格所提供的鋼絲螺套規格僅供參考。對于通孔而言,所選規格能確保螺釘旋入長度為其直徑的1.5倍;而對于盲孔,由于螺釘無法完全旋入鋼絲螺套中,其旋入長度通常在螺釘直徑的1至1.5倍范圍內。因此,在設計過程中需要合理規劃螺釘的旋入長度以確保其強度。此外,對于薄板類零件,可以通過增加底端凸起的方式來提升板厚和螺釘旋入長度進而增強螺釘強度。具體的設計方案可參考圖2和圖3進行操作。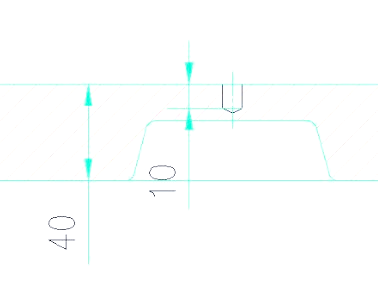
接下來,我們繼續探討如何增強螺釘強度。對于薄板類零件,一個有效的方法是增加底端凸起,這不僅可以提升板厚,還能增加螺釘的旋入長度,從而顯著增強螺釘的強度。具體的設計方案可以參考圖2和圖3來進行操作。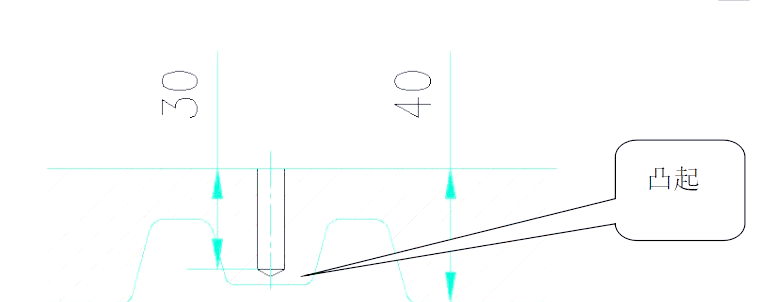
若因板厚限制或無法打通孔,導致無法選用標準鋼絲螺套長度,可向技術部門申請其他規格的鋼絲螺套。
需特別留意的是,在設計時,有時設計師會選用比攻絲深度更長的鋼絲螺套,造成其超出孔外,給安裝人員帶來諸多不便。此外,若鋼絲螺套過長,操作人員可能會裁剪其一部分,而在裁剪處形成的尖角又會影響后續螺釘的旋入。因此,設計師在選用鋼絲螺套時,必須確保其安裝長度小于孔的攻絲深度。
為便于工藝編排和機床加工,設計師在使用鋼絲螺套時,應在圖紙上明確標注鋼絲螺套孔的鉆孔深度、攻絲深度以及所選鋼絲螺套的型號。以下是鋼絲螺套孔在圖紙上的表示范例:
對于盲孔: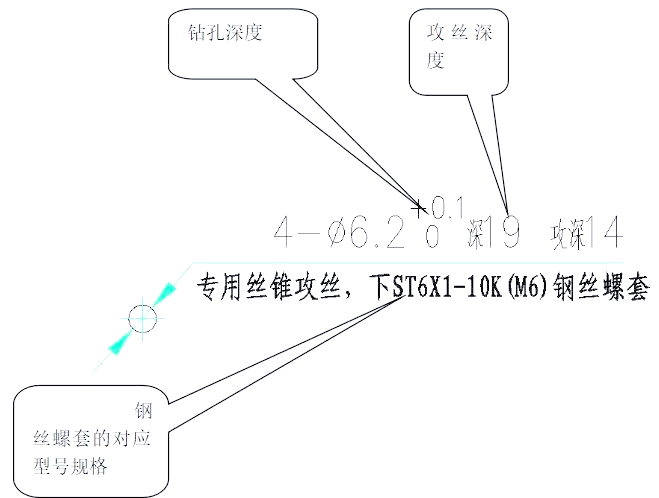
對于通孔,其鋼絲螺套的標注方式與盲孔有所不同。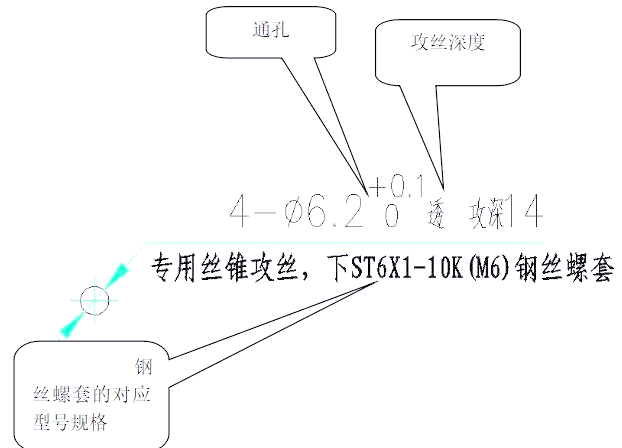
鋼絲螺套在安裝過程中可能面臨旋入失敗的風險,這可能導致螺套報廢。因此,在設計階段,建議在設計所需數量基礎上增加10%至20%,以確保鋼絲螺套的充足供應,滿足實際使用需求。